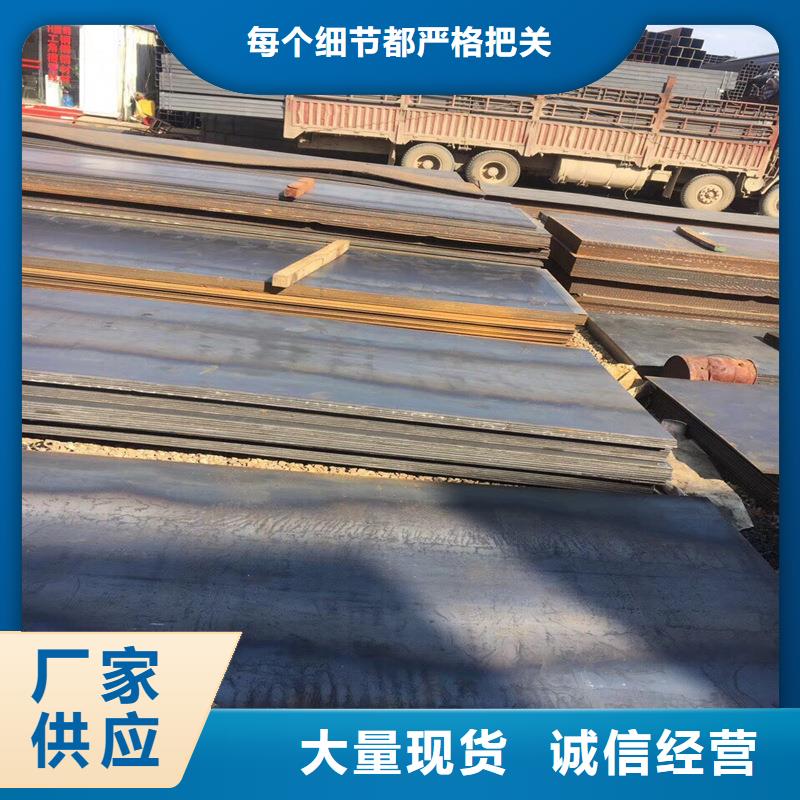



以下是:10*1510*6000热轧卷板的产品参数
产品参数 产品价格 4880/吨 发货期限 3 供货总量 600 运费说明 买家承担 最小起订 1 质量等级 一级 是否厂家 否 产品材质 Q235 Q355 20# 产品品牌 天钢 产品规格 齐全 发货城市 天津 产品产地 天津 加工定制 数控切割 产品型号 齐全 可售卖地 全国 产品重量 国标 产品颜色 黑色 质保时间 10 外形尺寸 板 适用领域 机械加工 是否进口 否 质量认证 国标 产品功率 标准 工作温度 20 材质 Q235 产地 天津 规格 齐全 型号 钢板 品牌 大厂 可定制 是 广泛 广泛 10*1510*6000热轧卷板,一名钢铁集团有限公司为您提供10*1510*6000热轧卷板,联系人:杨经理,电话:13312022929、15802234444,QQ:1114015854,请联系一名钢铁集团有限公司,发货地:北辰区韩家墅钢材市场发货到江西省 宜春市 袁州区、奉新县、万载县、上高县、宜丰县、靖安县、铜鼓县、丰城市、樟树市、高安区。 江西省,宜春市 宜春市,江西省辖地级市,古称袁州,位于江西省西北部。是长江中游城市群重要成员,赣湘鄂区域中心城市、全国锂电新能源产业基地、全国养生基地。2023年,被评为三线城市。总面积1.87万平方公里;市政府驻袁州区,辖袁州、樟树、丰城、靖安、奉新、高安、上高、宜丰、铜鼓、万载10个县市区和宜春经开区、宜阳新区、明月山温泉风景名胜区3个功能特色区。截至2022年底,宜春市常住人口496.97万人。
为了给您提供更的10*1510*6000热轧卷板产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:10*1510*6000热轧卷板的图文介绍江西宜春一名钢铁集团有限公司厂家成立于2019年,是一家集【角钢槽钢H型钢】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【角钢槽钢H型钢】等配套产品,承接【角钢槽钢H型钢】开发和定制业务。
江西宜春 钢板标准名称:合金结构钢热轧厚钢板标准状态:现行
实施日期:1990-1-1
颁布部门:技术监督局
内容简介:本标准规定了合金结构钢热轧厚钢板的尺寸外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。本标准适用于厚度大于4~30mm的合金结构钢热轧钢板
2.1.1用于切割下料的钢板应经质量部门检查验收合格,其各项指标满足规范的相应规定。
2.1.2钢板在下料前应检查钢板的牌号、厚度和表面质量,如钢材的表面出现蚀点深度超过国标钢板负偏差的部位不准用于产品。小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。
2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。
2.2施工设备及工具:
2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。
2.2.2在气割前,先检查整个气割系统的设备和工具全部运转正常,并确保的条件下才能运行,而且在气割过程中应注意保持。
2.2.3检测及标识工具分别为:钢尺、卷尺、石笔、记号笔等。
江西宜春 钢板数控火焰切割机根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心尖端以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
3.6为了防止气割变形,操作过程中应注意以下几个方面:
3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
3.6.3直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
4.热切割质量控制
4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。
4.2工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:
气割表面缺陷和原因分析
江西宜春 钢板数控火焰切割机根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心尖端以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
3.6为了防止气割变形,操作过程中应注意以下几个方面:
3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
3.6.3直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
4.热切割质量控制
4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。
4.2工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:
气割表面缺陷和原因分析
在江西省宜春市采购10*1510*6000热轧卷板请认准一名钢铁集团有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:杨经理-15802234444,QQ:1114015854,地址:北辰区韩家墅钢材市场)。










